
Гильотина пневматическая HK3416
Описание
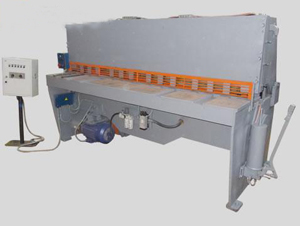
Высококачественный станок для раскроя листового металла широко применяется в различных отраслях промышленности, а именно в авиа- и машиностроении, на предприятиях, где происходит сборка спецоборудования, а также в заготовительных цехах при сортировке металлических отходов. Конструкция оборудования была разработана еще в 1979 году и начала серийно выпускаться в 1980 г. На сегодня кривошипные гильотинные ножницы пользуются большой популярностью, так как способны осуществлять холодную резку листового металла, предел прочности которого 500 МПа, длиной до 2000 мм и толщиной до 4 мм. Параметры и строение К особенностям технических характеристик НК3416 можно отнести: Управление станком оператор производит с помощью кнопочной станции и педали управления. Основа НК3416 – это станина в виде сварной рамы, которая состоит из стола траверсы и боковых стоек. Неподвижная режущая оснастка крепится на рабочем столе. Привод станка монтирован на траверсе станины. Состоит узел из подмоторной плиты, на которую прикреплен электродвигатель. Чтобы произвести натяжение ремней, оператору нужно воздействовать на гайки винтом. В конструкцию гильотин встроен двухступенчатый редуктор, цель которого – это передача вращательного момента эксцентриковому валу и снижение частоты вращения электродвигателя. Редуктор гильотины защищен литым корпусом. Оборудование оснащено системой задних упоров, которые необходимы для позиционирования заготовки перед резом. Регулировка заднего упора осуществляется в ручном режиме и с помощью пульта. Боковой упор НК3416 используется для зажима и параллельного направления листовой заготовки при перемещении ее в зону резки. Станок оснащен указателем в виде стрелки положения ножевой балки относительно прижимной балки. Повышенная защита обеспечивается наличием защитной решетки, что ограждает зону реза. Встроенное освещение позволяет получать теневые линии при резке по разметке. Для достижения четкого изображения патрон передвигается в осевом направлении. Механизм реза монтирован в проушинах станины. Имеется ножевая и прижимная балки, которые соединены между собой рычажной системой. Гильотина НК3416 способна работать в четырех основных режимах – наладочный, ручной поворот, одиночный и автоматический ход. Стоит заметить, что в режиме отладки, рубочная балка способна останавливаться в нужном для оператора положении. Для увеличения фактического срока эксплуатации, оператор должен произвести первую замену масла в редукторе через 100-120 часов, а последующие через каждые 1000 часов. Преимущества Оборудование имеет возможность автоматически устанавливать нужное расстояние между режущими ножами в зависимости от того, какой толщины режется листовой металл и от усилия прижима, которое пропорционально усилию реза. Гильотинные кривошипные ножницы отлично зарекомендовали себя, при резке неметаллических изделий. Однако стоит регулярно проверять режущий инструмент, что может быстро затупляться или даже трескаться. На рынке спецоборудования можно встретить модификацию НК3416 – станок НК3416Р, который оснащен ручным задним упором, как и модели гильотинных резаков серии «НД».
Московская обл, г. Одинцово, Транспортный проезд, 9
Характеристики
Отзывы
Вас также может заинтересовать



